

联系我们
公司热线: 13332696319
联系人:
赖兴发
联系QQ:
1652884939
电 话:
0769-83821669
传 真:
0769-83826989
邮 箱:
yuehaitech@vip.163.com
地 址:
东莞市常平镇横江厦村工业三路顺时工业园B栋3F
供应信息
东莞钺海电子科技(多图)-回流焊治具哪家好
东莞市钺海电子科技有限公司
- 经营模式:生产加工
- 地址:东莞市常平镇横江厦村工业三路顺时工业园B栋3F
- 主营:电子元器件,集成电路,电子产品,电子模具
业务热线:13332696319
- 产品详情
- 联系方式
东莞钺海电子科技(多图)-回流焊治具哪家好 :
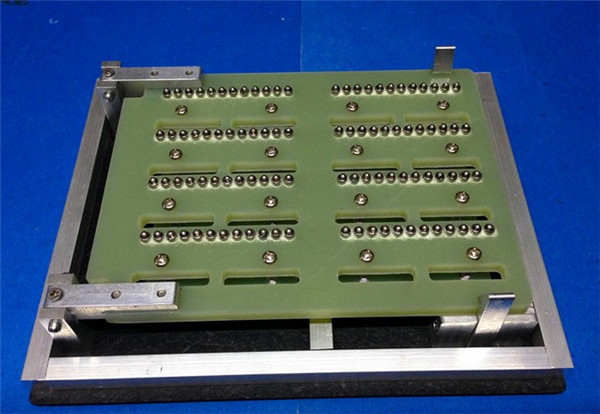
FPC磁性治具,SMT铝合金贴片载具,波峰焊治具




为了保证操作人员的人生安全,四川焊接治具,规范操作人员的作业,保证设备正常运行,延长设备的使用寿命。制定本操作规程。?
一、准备工作:.1检查超声波塑料焊接机电源,一切正常才能投入使用。
1.检查所需之超声波塑焊机模具(焊头)和增幅器之间接触面上是否有氧化物,并清理干净。
2、超声波模具(焊头)的安装:松开活动架盖子上面的螺丝,取出换能器套件;

PCB回流焊温度曲线设定优化
升温过快的另一个不良后果是锡膏无法承受较大的热冲击而发生坍塌,这是造成“短路”的原因之一。通常将该区域的斜率实际控制在1.5-2.5之间能得到满意的效果。
预热恒温区
此区域为保温区、活化区,该区域PCB表面温度由150℃平缓上升至200℃,时间窗口在60-120秒之间。PCB板上各个部分缓缓受到热风加热,温度随时间缓慢上升。斜率在0.3-0.8之间。


PCB回流焊温度曲线设定优化
PCB进入回流焊链条或网带,从室温开始受热到150℃的区域叫做升温区。升温区的时间设置在60-90秒,斜率控制在1-3之间。
此区域内PCB板上的元器件温度相对较快的线性上升,回流焊治具哪家好,锡膏中的低沸点溶剂开始部分挥发。若斜率太大,升温速率过快,锡膏势必由于低沸点溶剂的快速挥发或者水气迅速沸腾而发生飞溅,从而在炉后发生“锡珠”缺陷。过大的斜率也会由于热应力的原因造成例如陶瓷电容微裂、PCB板变形曲翘、BGA内部损坏等机械损伤
回流焊治具哪家好-东莞钺海电子科技(图)由东莞市钺海电子科技有限公司提供。回流焊治具哪家好-东莞钺海电子科技(图)是东莞市钺海电子科技有限公司(www.yuehaiet.com)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:赖兴发。
