

公司热线: 13332696319
茂名贴片焊治具|钺海电子(在线咨询)|贴片焊治具厂
东莞市钺海电子科技有限公司
- 经营模式:生产加工
- 地址:东莞市常平镇横江厦村工业三路顺时工业园B栋3F
- 主营:电子元器件,集成电路,电子产品,电子模具
- 产品详情
- 联系方式
茂名贴片焊治具|钺海电子(在线咨询)|贴片焊治具厂 :
FPC磁性治具,SMT铝合金贴片载具,波峰焊治具焊治具对元器件的要求
1、选择能经过波峰焊260摄氏度的冲击的三层端头结构的表面贴装元件,贴片焊治具公司,元件体和焊端,焊接后器件不损坏或变形,片式元件端头无脱帽现象,铜箔抗剥强度好,阻焊层在高温下仍有足够的粘附力,焊接后阻焊层不起皱,基板应能经受260摄氏度/50s的耐热性,线路板翘曲度小于0.8-1.0%。
2、考虑元件孔径和焊盘设计,元器件孔一定要安排在基本格、1/2基本格、1/4基本格上,插装元件焊盘孔和引脚直径的间隙为焊锡能很好的湿润为止,高密度元件布线时应采用椭圆焊盘图形,以减少连锡。
3、关于器件的布局要求,茂名贴片焊治具,产品元件的长轴应垂直于波峰焊机的传送带方向,集成电路器件长轴应平行于波峰焊机的传送带方向,为了避免阴影效应,同尺寸元件的端头在平行于波峰焊方向排成一直线,不同尺寸的大小元器件应交错放置,元器件的特征方向应一致。

焊治具又有哪几种类型
一种:拼板托盘
以提高生产效率为目的,其用于同类拼板或不同PCB同时过波峰焊接。
二种:辅助托盘
以其他组装工艺需求为目的,其用于板上元件辅助定位以及不规则PCB过板焊接。
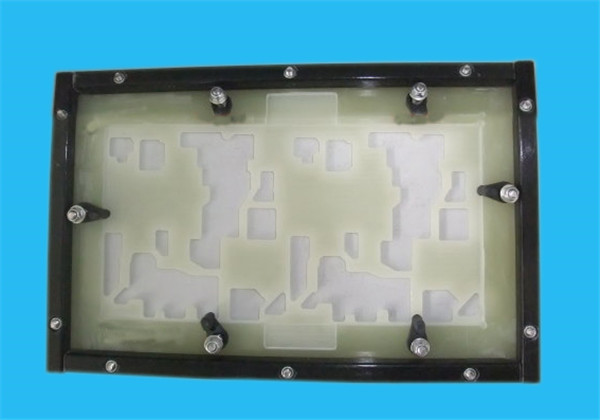
三种:防焊托盘
以提升制程工艺质量为目的,其用于波峰焊接面采用锡膏回流工艺,过波峰焊接时保护贴片元件,避免焊点二次熔化。
无铅波峰焊焊接要求焊接温度高。因此,线路板在焊接过程中更容易弯曲。波峰焊治具能在焊接过程中对线路板提供大的保护并防止弯板。同样,在汽车和消费电子产品行业中,出于应用的需要,出现了许多异型线路板。有时候很难用常规的链轨和网带来运送这些异型板,而将线路板板放在波峰焊治具中,则任何类型的线路板都可以被运送。

焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生再氧化的作用。
焊接过程是焊接金属表面、熔融焊料和空气等之间相互作用的复杂过程,贴片焊治具厂,必须控制好焊接温度和时间,如焊接温度偏低。液体焊料的黏度大,不能很好地在金属表面润湿和扩散,容易产生拉尖和桥连、焊点表面粗糙等缺陷;如焊接温度过高,容易损坏元器件,还会产生焊点氧化速度加快、焊点发乌、焊点不饱满等问题。
有条件时可测实时温度曲线,预热时间由传送带速度来控制。如预热温度偏低或和预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,贴片焊治具企业,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。因此要恰当控制预热温度和时间,预热温度是在波峰焊前涂覆在PCB底面的焊剂带有粘性。
根据印制板的大小、厚度、印制板上搭载元器件的大小和多少来确定波峰焊温度,波峰温度一般为250±5℃。由于热量是温度和时间的函数,在一定温度下焊点和元件受热的热量随时间的增加而增加,波峰焊的焊接时间通过调整传送带的速度来控制,传送带的速度要根据不同型号波峰焊机的长度、波峰的宽度来调整,以每个焊点接触波峰的时间来表示焊接时间,一般焊接时间为3-4s。

钺海电子(图),贴片焊治具公司,茂名贴片焊治具由东莞市钺海电子科技有限公司提供。行路致远,砥砺前行。东莞市钺海电子科技有限公司(www.yuehai-tech.com)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品较具影响力的企业,与您一起飞跃,共同成功!
